



Kühlschmierstoffe: So komplex sind Aufbau und Inhaltsstoffe
Lesezeit: 5 Min. | 15.03.2017
Inhalte
Lag früher das Hauptaugenmerk auf der technischen Leistungsfähigkeit der Kühlschmierstoffe, rückt heute immer mehr die Verträglichkeit für den Menschen in den Vordergrund.
Hinzu kommen die vielfältigen und zum Teil gegenläufigen Anforderungen an die Kühlschmierstoffe, die dazu führen, dass 15 bis 25 Einzelkomponenten in den Produkten enthalten sein können. Diese Vielfalt an Gemischen kann jedoch zu Problemen führen. Denn bei der Auswahl der Rohstoffe für eine geeignete Produktformulierung, sind verschiedene Grenzwerte und Einschränkungen zu beachten. Das wiederum ist mit einer deutlichen Reduzierung des Rohstoffspektrums verbunden. Daher muss in vielen Fällen zu Stoffen gegriffen werden, die zwar einen viel höheren Reinheitsgrad haben, aber dementsprechend höhere Rohstoffkosten verursachen.
Herausforderungen bei der Zusammensetzung von Kühlschmierstoffen
Beim wassermischbaren Kühlschmierstoff gilt es, die Grundkomponente Öl — oder alternative Schmierstoffe — in eine stabile Bindung mit Wasser zu bringen. Entscheidend für diese Aufgabe sind Emulgatoren, die durch absenken der Grenzflächenspannung zwischen Öl- und Wasserphase eine Verteilung der Öltröpfchen im Wasser ermöglichen. Der Emulgator ist also ein entscheidendes Bindeglied in der Emulsion für einen ordnungsmäßig funktionierenden Kühlschmierstoff.
Um das Emulgator-System über eine möglichst lange Verweilzeit zu schützen, werden dem wassermischbaren Kühlschmierstoff verschiedene Additive hinzugefügt. Wieder andere sorgen dafür, die spezifischen Leistungseigenschaften zu verstärken.
Nichtwassermischbare Kühlschmierstoffe kommen mit wenigen Einzelkomponenten aus, da der Faktor Wasser, mit all seinen einflussnehmenden Parametern, entfällt. Eine wesentliche Basis-Komponente ist bei nichtwassermischbaren Kühlschmierstoffen das Öl. Zur Verbesserung der Schneidleistung wird es mit polaren Wirkstoffen und chemisch wirkenden EP-Additiven angereichert. Wieder andere Additive wie Anti-Nebelzusätze oder Alterungsschutzstoffe verbessern Haltbarkeit und Verhalten der Schneidöle im Bearbeitungsprozess.
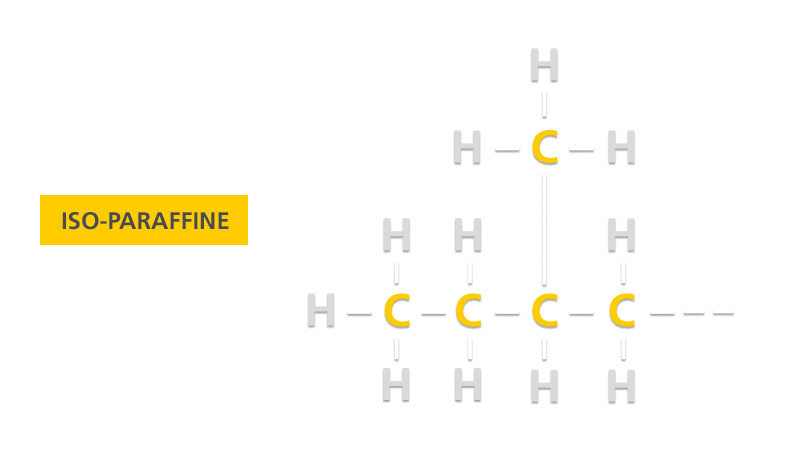
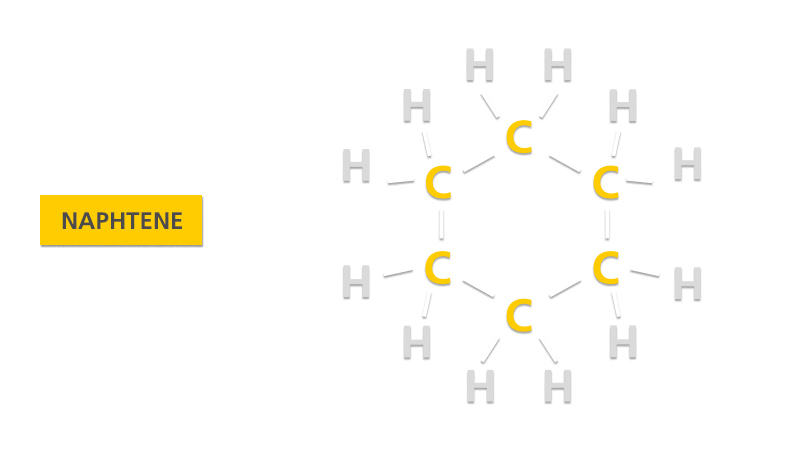
Als Grundflüssigleiten für Metallbearbeitungsschmierstoffe werden noch immer zu circa 65 bis 70 Prozent Mineralöle verwendet. Es gibt aber auch sehr gute Alternativen zu Mineralölen.

Schlagwörter
Das könnte Sie auch interessieren
Aktuelle Beiträge und Fachartikel zu Kühlschmierstoffen, Spezialfetten und neuen Forschungsergebnissen von Rhenus Lub.
Erfahren Sie jetzt mehr!

Johannes Samwer wird neuer Geschäftsführer für Einkauf und Vertrieb

EU Ecolabel (EEL) für Hochleistungs-Bioschmierstoff rhenus LAE 2



